Remplissage et Murs en impression 3D
Avant d'imprimer un objet, il convient de "trancher" celui-ci dans un logiciel destiné à
préparer l'impression 3D.
De nombreux paramètres sont ajustables afin d'influer sur la façon
dont l'objet sera façonné.
En impression 3D à dépôt de filament fondu, le motif de remplissage, le taux de remplissage
et l'épaisseur des murs sont des paramètres
importants sur lesquels il est possible d'agir.
Voyons-ici plus en détail ce dont il s'agit et en quoi ces paramètres ont une grande importance en impression 3D.
Le remplissage, car la plupart des impressions 3D ne sont pas pleines
L'un des atouts de l'impression à dépôt de filament fondu est de pouvoir agir sur de nombreux paramètres d'impression : hauteur de couches (ou "résolution"), motif de remplissage, taux de remplissage, épaisseur des murs, etc.
La plupart des impressions 3D à dépôt de filament fondu ne sont pas pleines. Le logiciel de tranchage, ou " slicer", dessine les contours de l'objet, les murs, et remplit l'intérieur selon le taux défini par l'utilisateur. Plus précisément il est possible de définir le taux de remplissage et le motif de remplissage, ou "pattern".
Le motif de remplissage
Le motif de remplissage définit la façon dont l'objet sera "rempli". Il en existe une grande variété. Nous n'en présenterons que deux ici : grille et gyroïde.
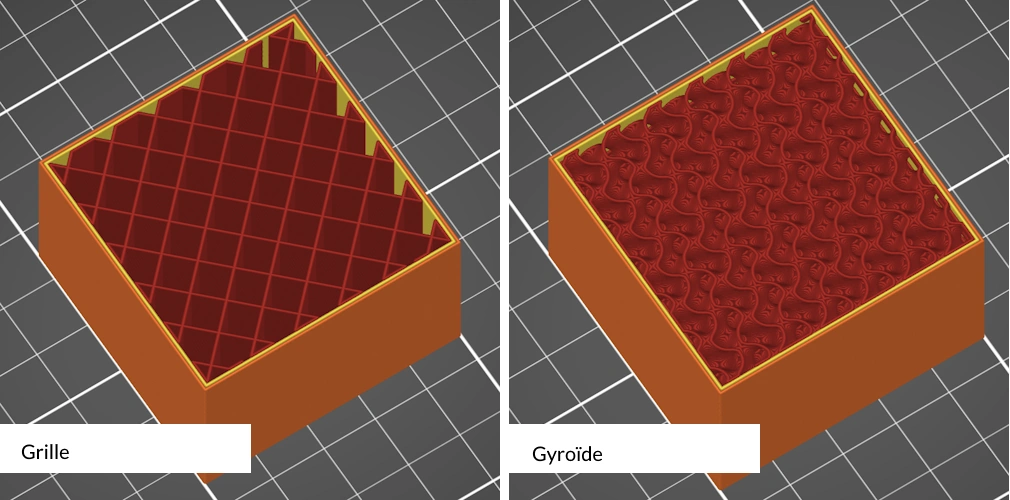
Le motif "grille" est le type de remplissage historique. Il consiste en un simple quadrillage à l'intérieur de l'objet. Le motif gyroïde est plus récent et présente l'avantage de conserver davantage l'isotropie de l'objet. Avec ce type de remplissage on peut espérer une meilleure uniformité de la résistance de la pièce sur les trois axes X, Y et Z.
Le taux de remplissage
Avec un taux de remplissage élevé l'objet est plus "rempli". Il en résulte forcément une masse plus importante. En paramétrant un remplissage fort on espère une solidité accrue. En cas de choc sur l'un des murs, la résistance du remplissage sera plus importante s'il est fort.
Un remplissage important implique plus de matière déposée et donc un temps d'impression plus important. Ce temps d'impression accru combiné à une quantité de matière plus importante entraîne de fait un coût de l'objet imprimé plus élevé.
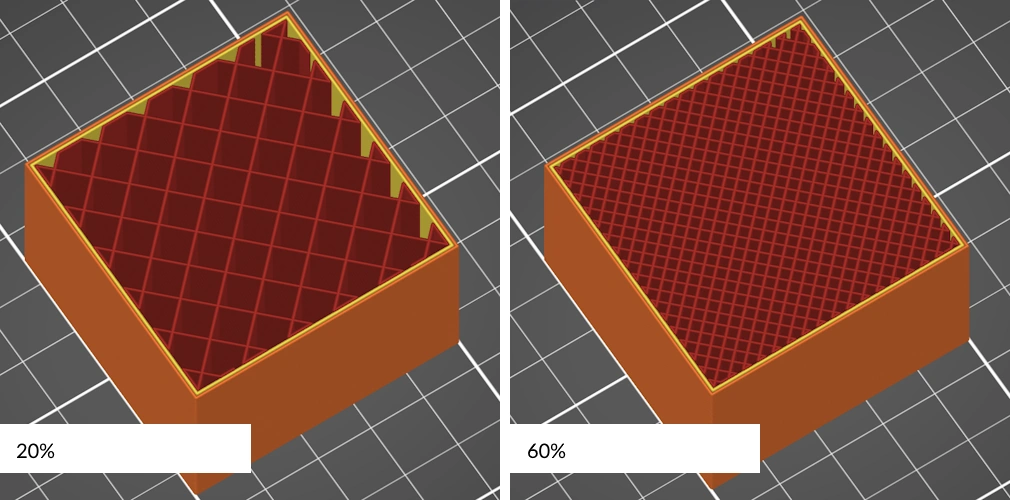
On visualise aisément ci-dessous que le remplissage est plus dense à 60% qu'à 20%. Le niveau de remplissage "standard" est de 20 à 30%.
Les murs ou parois de l'objet
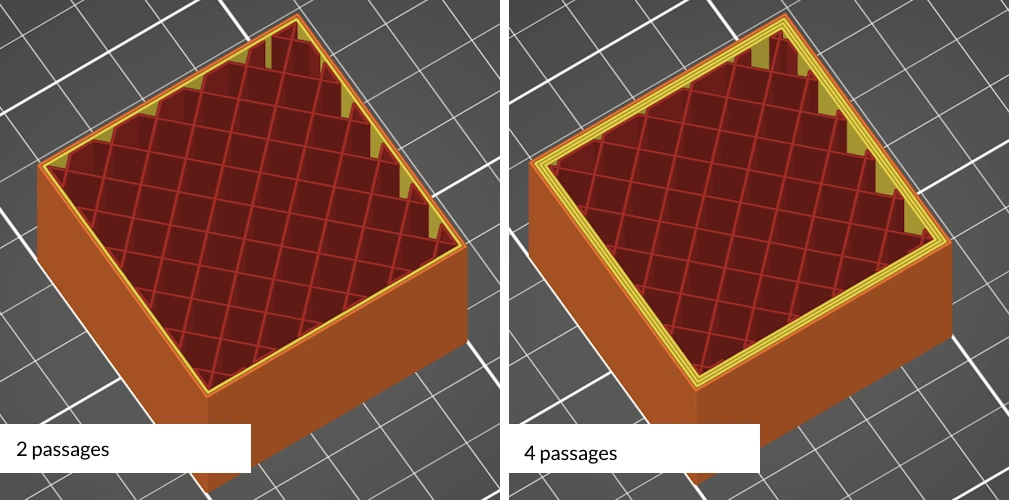
Les murs, aussi appelés parois ou périmètres, constituent la coque de l'objet. Là aussi il est possible d'interagir sur cette structure de l'objet dans le logiciel de tranchage. En effet l'épaisseur des murs est ajustable. On définit en fait un nombre de passages de buse sur la périphérie.
L'épaisseur des murs est le produit du nombre de passages et de la largeur de la ligne extrudée (dépendante elle-même du diamètre de sortie de buse). Quel que soit soit le diamètre de buse, ce nombre est de deux minimum. Simplifions les choses : on pourrait imaginer que deux passages de buse de diamètre 0,40 mm équivalent à un seul passage d'une buse de 0,80 mm. Sur le papier oui, mais il préférable de réaliser deux passages pour des questions esthétiques.
Comme pour le taux de remplissage, l'épaisseur des murs influera sur la solidité de la pièce. Dans le cas d'impression flexible, l'épaisseur des murs aura également un impact sur la dureté finale de l'objet.
Sur l'illustration ci-dessous on peut visualiser à gauche deux passages de buses et à droite quatre passages de buse. Dans la vue ci-dessous, le trancheur met en exergue le périmètre externe à travers une ligne orange, et les périmètres internes à travers des lignes jaunes.